

Dear rodders,
First, to all I wish a good 2023.
I see that I listed 5 years ago, so I am 5 years building my hotrod and still busy welding.
Project is a Citroën AC4 from 1932 with Ford 302
But mostly only working Sunday afternoon, so how fast can it go? Probably it takes another couple of years....
I would like to ask your opinion on this:
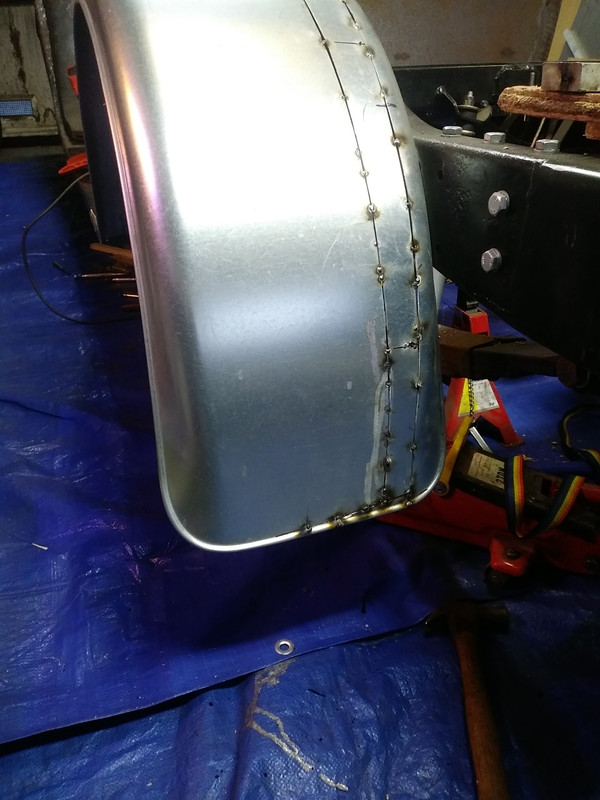
This rear fender is made out of a trailer mudguard. Widened, shortened etc. It is a bit of a Frankenstein fender.
I was wondering, must I weld all seams 100% or chain weld and use Debrasel Alsi 12 Putty to fill them?
I am afraid welding all these seams makes it shrink so much it warps or so.



First, to all I wish a good 2023.
I see that I listed 5 years ago, so I am 5 years building my hotrod and still busy welding.
Project is a Citroën AC4 from 1932 with Ford 302
But mostly only working Sunday afternoon, so how fast can it go? Probably it takes another couple of years....
I would like to ask your opinion on this:
This rear fender is made out of a trailer mudguard. Widened, shortened etc. It is a bit of a Frankenstein fender.
I was wondering, must I weld all seams 100% or chain weld and use Debrasel Alsi 12 Putty to fill them?
I am afraid welding all these seams makes it shrink so much it warps or so.







